








呼和浩特镀锌螺旋焊接复合钢管型号
矿用镀锌螺旋焊接复合钢管,作为专为矿业环境设计的管道材料,其独特的性能使其能够轻松应对矿山复杂多变的地质条件。在矿山开采过程中,地质构造的复杂性和多变性往往导致岩层稳定性差,地下水位高且水质复杂,常含有各种腐蚀性物质。这些恶劣条件对管道材料的耐腐蚀性、机械强度和韧性提出了极高的要求。镀锌螺旋焊接复合钢管通过其内外双层结构的设计,有效提升了管道的整体性能。外层镀锌层作为一道防线,能够隔绝空气、水分及腐蚀性介质与钢管基材的直接接触,防止基材发生电化学腐蚀。同时,锌层还具有一定的自我修复能力,能在微小损伤处形成一层保护性的锌盐层,进一步延长管道的使用寿命。内层则采用较强强度的低碳钢或合金钢材料,确保管道在承受高压力、大流量及复杂应力状态下的稳定性和安全性。此外,螺旋焊接工艺的应用也是该管材适应复杂地质条件的关键。螺旋焊接不仅提高了生产效率,还使得焊缝分布更为均匀,减少了应力集中点,增强了管道的承压能力和抗变形能力。这种结构特点使得矿用镀锌螺旋焊接复合钢管在矿山巷道、竖井、斜井等复杂地质环境中都能保持稳定的运行状态。环保镀锌工艺与高效焊接技术相结合,提升了钢管的整体性能。呼和浩特镀锌螺旋焊接复合钢管型号
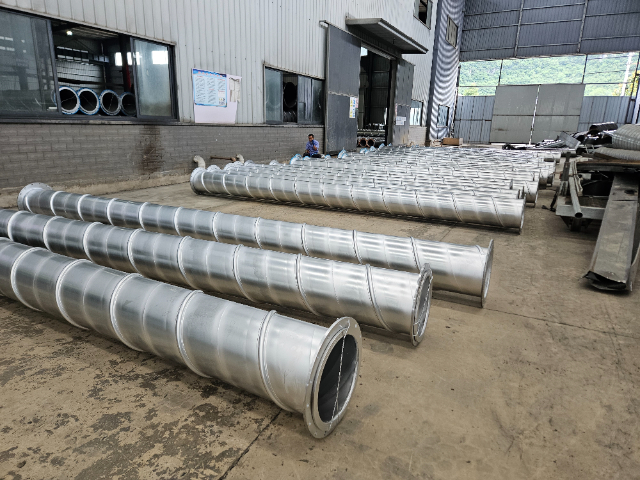
镀锌螺旋焊接复合钢管的基材通常采用品质的低碳钢或低合金钢,这些钢材具有良好的可焊性和机械性能。具体化学成分需符合相关国家或行业标准,如碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)等元素的含量均有严格规定,以保证钢材的基本性能。二、尺寸与规格外径与壁厚:镀锌螺旋焊接复合钢管的外径范围广,一般从几十毫米到数米不等,具体尺寸根据客户需求定制。壁厚也是重要的技术指标之一,它直接影响到管道的承压能力和使用寿命。通常,根据管道的使用环境和介质压力,壁厚会有不同的要求。例如,对于直径小于630mm的钢管,壁厚应不小于5mm;而直径大于或等于630mm的钢管,壁厚应不小于6mm。长度:钢管的长度可根据客户需求进行定制,常见的有定尺长度和不定尺长度两种。定尺长度是标准长度,如6米、9米、12米等;不定尺长度则根据生产实际情况确定。巴彦淖尔煤矿镀锌螺旋焊接复合钢管批发价格镀锌层能够有效防止电化学腐蚀,保护钢管内部结构。

在矿场环境中,镀锌螺旋焊接复合钢管的使用需要深入的技术分析和操作规范。对于钢管的螺旋焊接工艺,焊接材料的选择要与钢管的材质相匹配,以保证焊缝的强度和韧性。此外,焊接过程中的保护气体也会影响焊缝的质量。例如,使用氩气和二氧化碳的混合气体作为保护气体,可以有效地防止焊缝氧化,提高焊缝的外观质量和内在性能。在矿山的瓦斯抽放系统中,钢管不仅要承受瓦斯气体的压力,还要防止瓦斯泄漏。这就要求钢管的焊缝进行 100%的无损检测,如 X 射线探伤、超声波探伤等。同时,钢管的密封性能也需要通过严格的气密试验来验证。以某瓦斯突出矿井为例,其瓦斯抽放系统采用了镀锌螺旋焊接复合钢管。焊接时选用了与钢管材质匹配的焊丝,并采用 80%氩气和 20%二氧化碳的混合保护气体。焊缝完成后,进行了 X 射线探伤和超声波探伤,确保焊缝无缺陷。在安装前,对每根钢管都进行了气密试验,试验压力为设计压力的 1.2 倍,保压 30 分钟,无泄漏现象方为合格。
维护与保养建议:为了确保镀锌螺旋焊接复合钢管的长期稳定运行,合理的维护与保养至关重要。首先,应定期检查管道表面镀锌层的完整性,如有发现破损或脱落现象,应及时进行修复处理,以防腐蚀加剧。其次,注意保持管道周围的清洁与干燥,避免长期积水或潮湿环境对管道造成损害。此外,在管道使用过程中,应避免过度弯曲或撞击,以免损坏管道结构。对于长期未使用的管道,建议进行定期排污与冲洗,以防杂质沉积影响水质。通过科学的维护与保养措施,可以有效延长镀锌螺旋焊接复合钢管的使用寿命,降低维护成本。这种钢管的内壁光滑度对流体输送效率有何影响?

镀锌螺旋焊接复合钢管材料与耐用性解析:镀锌螺旋焊接复合钢管,其重要在于精选的低碳钢或合金钢基材,这些材料以其良好的加工性能和机械强度为基础,确保了管道结构的稳固。而外层镀锌处理,则是提升其耐用性的关键。锌层不仅能够有效隔绝空气和水分,防止基材氧化生锈,还能在轻微划伤时自我保护,形成一层保护性的锌盐层,进一步延长管道的使用寿命。这种双重保护机制,使得镀锌螺旋焊接复合钢管在各种恶劣环境下都能保持稳定的性能。钢管的镀锌处理符合环保要求,无污染排放。贵州工程镀锌螺旋焊接复合钢管多少钱一米
在运输过程中,如何保护镀锌螺旋焊接复合钢管不受损?呼和浩特镀锌螺旋焊接复合钢管型号
在矿用环境中,镀锌螺旋焊接复合钢管是保障生产顺利进行的重要管材。从制造工艺来看,镀锌螺旋焊接复合钢管首先通过将钢带螺旋成型,然后进行焊接。焊接过程中,高温会使钢材局部融化,形成牢固的焊缝。但这个过程需要精确控制焊接温度、速度和电流等参数,以确保焊缝的质量。温度过高可能导致焊缝过烧,降低强度;速度过快则可能造成焊缝未完全融合,出现缺陷。在镀锌环节,通常采用热镀锌或电镀锌的方法。热镀锌时,钢管需要经过酸洗、助镀等预处理步骤,然后浸入高温锌液中,使锌层均匀附着。电镀锌则是通过电解作用将锌离子沉积在钢管表面。例如,在某煤矿的井下通风系统中,选用了直径为 600 毫米的镀锌螺旋焊接复合钢管。在安装过程中,由于井下空间有限,需要对钢管进行分段焊接。焊接工人严格按照工艺要求,控制焊接电流为 250 安培,焊接速度为 35 厘米/分钟,确保了焊缝的强度和密封性。同时,为了增强钢管的抗腐蚀能力,采用了热镀锌工艺,锌层厚度达到 80 微米,有效地延长了钢管的使用寿命。呼和浩特镀锌螺旋焊接复合钢管型号
上一篇: 呼和浩特新型矿用涂塑钢管报价多少
下一篇: 呼和浩特矿用镀锌螺旋焊接复合钢管出厂价